1 范圍
本標準規定了紙質歸檔文件的裝訂材料、要求和方法。按照DA/T22-2015整理的其他門類檔案的紙質文件材料可以參照執行。
本標準適用于各級機關、團體、企事業單位和其他社會組織的紙質歸檔文件裝訂。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 398 棉本色紗線
GB/T 451.2 紙和紙板定量的測定
GB/T 451.3 紙和紙板厚度的測定
GB/T 455 紙和紙板撕裂度的測定
GB/T 1545 紙、紙板和紙漿 水抽提液酸度或堿度的測定
GB/T 3916 紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定(CRE法)
GB/T 8693 紡織品 紗線的標示
GB/T 20878 不銹鋼和耐熱鋼 牌號及化學成分
DA/T 25 檔案修裱技術規范
QB/T 1151 訂書釘
QB/T 1962 漿糊
3 術語和定義下列術語和定義適用于本文件。
3.1 歸檔文件 archival document
立檔單位在其職能活動中形成的、辦理完畢、應作為文書檔案保存的各種文件材料,包括紙質和電子文件材料。
[DA/T 22—2015,定義 3.1]
3.2 裝訂 binding
通過線裝法、變形材料裝訂法、粘接法、封套法等方式,將歸檔文件以件為單位進行固定的過程。
3.3 線裝法 sewing binding
將歸檔文件以三孔一線、直角或多孔一線等方式進行縫合的裝訂方法。
3.4 變形材料裝訂法 deformation material binding
將歸檔文件以不銹鋼訂書釘、不銹鋼夾固定在一起的裝訂方法。
3.5 粘接法 adhesive binding
將歸檔文件以漿糊等黏合劑黏合在一起的裝訂方法。
3.6 封套法 envelope binding
用無酸紙制作成上方開口或上方、側面開口的封套,將歸檔文件夾裝其中的裝訂方法。
4 總則
4.1 穩定性原則
應對歸檔文件進行仔細檢查和評估,制定適宜的裝訂方案。方案應考慮文件保管期限、文件紙張質量、文件厚度、縱橫向、訂口空白尺寸、原裝訂方式等因素。裝訂方案確定后,應保持相對穩定。
4.2 最小影響原則
裝訂應盡量減少對歸檔文件本身影響。應避免多次裝訂,原裝訂方式符合文件保管期限等相關要求的,應維持不變。
4.3 一致性原則
裝訂應有利于歸檔文件的保護和管理。相同期限的歸檔文件裝訂方式應盡量保持一致,不同期限的裝訂方式應相對統一。
4.4 安全簡便原則
裝訂應牢固安全、簡便實用、整潔美觀。裝訂材料不能包含或產生可能損害歸檔文件的物質。
5 裝訂需求類型和裝訂方式選擇
5.1 裝訂需求
根據歸檔文件保管期限和整理要求,歸檔文件裝訂需求分成 5 類:
a)類型A:永久保管;
b)類型B:定期30年保管,需要移交檔案館;
c)類型C:定期30年保管,不需要移交檔案館;
d)類型D:定期10年保管;
e)類型E:需永久或定期保管,但尚未完成整理、數字化工作,需要臨時固定。
5.2 裝訂方式5.2.1 歸檔文件裝訂宜采用線裝法(T1直角裝訂、T2縫紉機軋邊裝訂、T3三孔一線裝訂)、變形材料裝訂法(T4不銹鋼訂書釘裝訂、T5不銹鋼夾裝訂)、粘接法(T6漿糊裝訂)、封套法(T7封套裝訂)4個類型7種方式。5.2.2 歸檔文件裝訂不得使用回形針、大頭針、燕尾夾、熱熔膠、辦公膠水、裝訂夾條、塑料封等可能對歸檔文件造成危害或固定效果不佳的裝訂方式。5.3 裝訂方式選擇5.3.1類型A對應裝訂方式:T1、T2、T3;T4、T6。具體來說:
a)永久保管的歸檔文件,宜采用線裝法裝訂。歸檔文件頁數較少的,可采用手工進行直角裝訂(T1)或縫紉機軋邊裝訂(T2);頁數較厚的,采用三孔一線裝訂(T3)。
b)永久保管的歸檔文件,可采用不銹鋼訂書釘裝訂(T4)、漿糊裝訂(T6)。不銹鋼訂書釘、漿糊材質應滿足歸檔文件永久保管的需要。頁數較少的,采用不銹鋼訂書釘裝訂(T4)或漿糊裝訂(T6);頁數較多的,采用不銹鋼訂書釘裝訂(T4)。
c)永久保管的歸檔文件,不可使用不銹鋼夾裝訂(T5)、封套裝訂(T7)。
5.3.2 類型B對應的裝訂方式和要求應按照 5.3.1 執行。5.3.3 類型C對應裝訂方式:T1、T2、T3、T4、T6;T5、T7。具體來說:
a)定期30年保管,不需要移交檔案館的歸檔文件,宜采用線裝法裝訂。歸檔文件頁數較少的,采用手工進行直角裝訂(T1)或縫紉機軋邊裝訂(T2);頁數較厚的,采用三孔一線裝訂(T3)。
b)定期30年保管,不需要移交檔案館的歸檔文件,可采用不銹鋼訂書釘裝訂(T4)、漿糊裝訂(T6),不銹鋼訂書釘、漿糊材質應滿足歸檔文件長期保管的需要。頁數較少的,采用不銹鋼訂書釘裝訂(T4)或漿糊裝訂(T6);頁數較多的,采用不銹鋼訂書釘裝訂(T4)。
c)定期30年保管,不需要移交檔案館的歸檔文件,也可采用不銹鋼夾裝訂(T5)、封套裝訂(T7)。
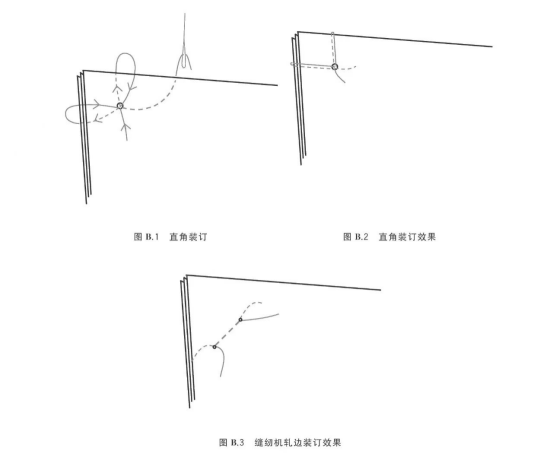
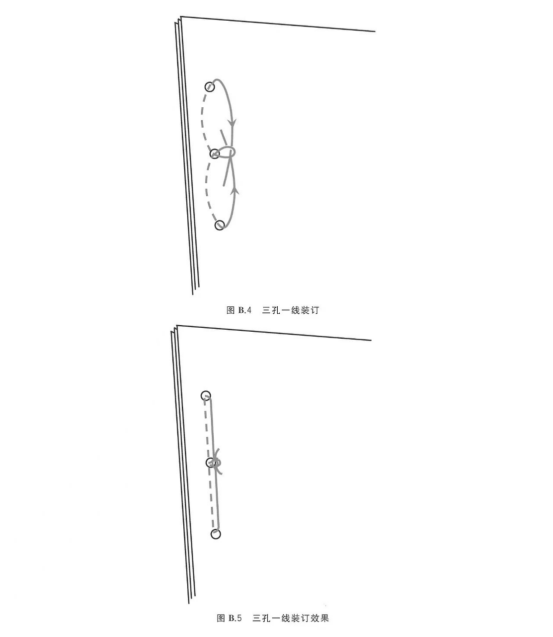
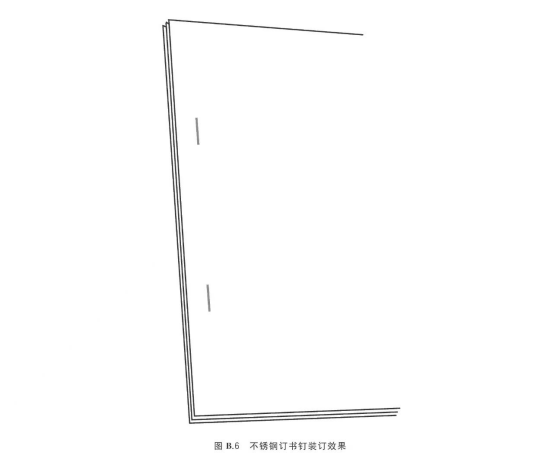
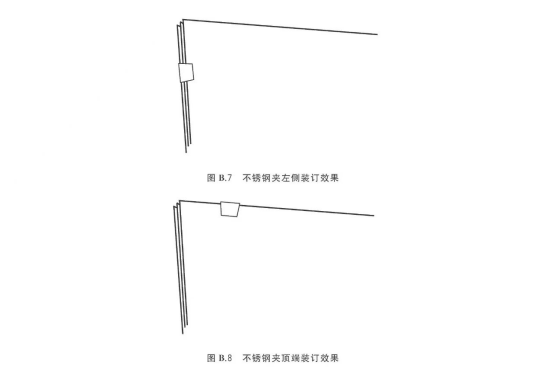
5.3.4 類型D對應裝訂方式:T1~T7。定期10年保管的歸檔文件,可采用直角裝訂(T1)、縫紉機軋邊裝訂(T2)、三孔一線裝訂(T3)、不銹鋼訂書釘裝訂(T4)、不銹鋼夾裝訂(T5)、漿糊裝訂(T6)、封套裝訂(T7)中任意一種方式裝訂。5.3.5 類型E對應裝訂方式:T5、T7。永久或定期保管,但尚未完成整理、數字化工作,需要臨時固定的,宜采用不銹鋼夾裝訂(T5)、封套裝訂(T7)(見附錄A)。6 裝訂材料6.1 基本要求用于裝訂的材料,無論是其自身還是通過與其它材料及環境之間的接觸反應,不應包含或產生任何可能損害歸檔文件的物質。6.2 棉紗線6.2.1 線裝法中的直角裝訂(T1)、縫紉機軋邊裝訂(T2)、三孔一線裝訂(T3)應采用棉紗線,棉紗線規格、質量、檢測應按 GB/T398的規定進行。6.2.2 直角裝訂(T1)、縫紉機軋邊裝訂(T2)、三孔一線裝訂(T3)用棉線的粗細應與R72texf4 規格的棉線相當。線的斷裂強度應不低于15N,棉線規格檢測應按GB/T3916和GB/T8693的規定進行。6.3 不銹鋼訂書釘6.3.1 不銹鋼訂書釘產品質量要求(外形尺寸、釘面、釘腳、釘腳斜度、B、C、E 種缺陷、粘牢度、外觀、訂紙性能、釘條枚數)、試驗方法、檢測規則應按照 QB/T 1151執行。6.3.2 不銹鋼訂書釘材質應選用S30408不銹鋼,沿海地區應選用耐腐蝕性能更優的不銹鋼。不銹鋼規格、質量、檢測應按照GB/T 20878執行。6.4 不銹鋼夾不銹鋼夾僅適用于需要臨時固定的歸檔文件,符合行業產品質量要求即可。6.5 漿糊6.5.1 漿糊質量要求(游離甲醛限量、外觀、PH、粘接性、防霉力、耐寒性)、試驗方法、檢測規則應按照 QB/T 1962執行。6.5.2 漿糊在滿足6.5.1質量要求的基礎上,還應符合DA/T25的要求。6.6 封套6.6.1 封套用紙應輕薄、結實,材質選擇對歸檔文件不應有負面影響或潛在負面影響。6.6.2 紙張定量應在110g/㎡~160g/㎡之間,檢測應按GB/T451.2的規定進行。6.6.3 紙張的pH值應大于等于6,檢測應按GB/T1545規定的冷抽提法進行。6.6.4 紙張撕裂度應大于850mN,檢測應按GB/T455的規定進行。6.6.5 紙張單層緊度應在0.6g/cm3~1.0 g/cm3之間,檢測應按GB/T 451.3的規定進行。7 裝訂要求7.1 一般要求7.1.1 歸檔文件裝訂前,應對不符合要求的文件材料進行修整。歸檔文件已破損的,應按照 DA/T25予以修復;字跡模糊或易褪變的,應予復制。歸檔文件應按照保管期限要求去除易銹蝕、易氧化的金屬或塑料裝訂用品。7.1.2 裝訂應牢固,做到文件不損頁、不倒頁、不壓字。裝訂后文件應平整。7.2 T1直角裝訂7.2.1 T1直角裝訂自歸檔文件上邊、側邊各2cm處入針,先在上方環繞后再在側面環繞(或先在側方環繞再在上方環繞),再在上方(或側方)繞半圈后與入針線頭打結。打結可以選擇在上方(側方),也可以選擇在入針處(參見附錄B的圖B.1)。縫線與歸檔文件結合緊密的,也可以不打結,但入針、出針處應保留1.5cm左右的線頭。7.2.2 T1直角裝訂應選取較細的縫線針,以雙線為宜。拉緊打結后的縫線形成直角,與上方、側方邊緣形成正方形(參見圖B.2)。7.3 T2縫紉機軋邊裝訂7.3.1 T2縫紉機軋邊裝訂是用縫紉機在文件左上角進行斜角裝訂(參見圖B.3),入針、出針位置以距版面左上角頂端2cm~3cm為宜。7.3.2 T2縫紉機軋邊裝訂應選用鎖式縫合縫紉機,不得使用鏈式縫合縫紉機。7.3.3 T2縫紉機軋邊裝訂針腳距離應盡量加大,入針、出針處應保留1.5 cm左右的線頭。7.3.4 T2縫紉機軋邊裝訂應避免文件縫合處形成斷裂。7.4 T3三孔一線裝訂7.4.1 T3三孔一線裝訂是用錐子或三孔一線打孔機在文件左側打孔后再穿線、打結的裝訂方式。7.4.2 T3三孔一線裝訂采取擠壓式打孔。打孔前先用夾子固定文件右側,確定孔距后用錐子或三孔一線打孔機打孔。三孔之間的距離,豎版文件以8cm~10cm為宜,橫版文件以6cm~8cm為宜。三孔與文件左側距離不少于1.5cm。7.4.3 穿線時,先將裝訂繩對折,將兩個繩頭并齊后從文件背面穿入中間孔,再將繩頭分別向下穿入兩邊的孔中,并從由裝訂繩對折形成的圈中交叉穿過。用力拉緊兩個繩頭,使裝訂繩緊縛文件,再將兩個繩頭在中間孔處打結(參見圖 B.4)。7.4.4 T3三孔一線裝訂在打結后應保留1.5cm左右的繩頭,并在打結處用力壓實(參見圖 B.5)。7.5 T4不銹鋼訂書釘裝訂7.5.1 T4不銹鋼訂書釘裝訂應在歸檔文件左側兩釘裝訂,訂位為兩釘外訂眼距版面上下邊緣各7cm為宜(參見圖 B.6)。7.5.2 T4不銹鋼訂書釘裝訂應無壞釘、漏釘、重釘,釘腳平伏牢固,歸檔文件不掉頁。7.5.3 需要拆除不符合要求的訂書釘再用不銹鋼訂書釘裝訂的,拆除時應盡量減輕對歸檔文件的損害,不銹鋼訂書釘的裝訂位置盡量與原訂書釘保持一致。原裝訂位置不適宜繼續裝訂的,不銹鋼訂書釘的裝訂位置可稍偏移。7.5.4 T4不銹鋼訂書釘裝訂在符合7.5.1~7.5.3要求的前提下,應盡量減少重復裝訂次數。7.6 T5不銹鋼夾裝訂7.6.1 T5不銹鋼夾應在歸檔文件上方或左側裝訂,訂位為不銹鋼夾外緣距版面左上角頂端2cm~3cm為宜(參見圖B.7、圖B.8)。7.6.2 T5不銹鋼夾裝訂時,不同文件的裝訂位置應錯開,以方便裝盒,節省保存空間。7.7 T6漿糊裝訂7.7.1 T6漿糊裝訂采取左上角粘貼法,即在文件左上角涂抹漿糊進行裝訂。漿糊裝訂前應將漿糊調勻。7.7.2 涂抹漿糊宜以離上方、側方邊緣2cm~2.5cm 處為圓心,1cm為半徑,涂抹的漿糊與上方、側方應留有空白。漿糊涂抹時應注意用量適宜,分布均勻。7.7.3 T6漿糊裝訂在粘貼后要壓實、晾干,待完全干燥后再裝盒。7.8 T7封套裝訂T7封套裝訂是指將待裝訂的歸檔文件放入封套。文件放入后應保證文件平整,不能出現折、皺情況。
附錄A(規范性附錄)
紙質歸檔文件裝訂方式選擇
紙質歸檔文件裝訂方式選擇如表A.1所示。表A.1紙質歸檔文件裝訂方式選擇
|
裝訂需求 |
宜 |
可 |
不可 |
不得 |
|
類型A:永久保管 |
直角裝訂(T1) 縫紉機軋邊裝訂(T2) 三孔一線裝訂(T3) |
不銹鋼訂書釘裝訂(T4) 漿糊裝訂(T6) |
不銹鋼夾裝訂(T5) 封套裝訂(T7) |
回形針、大頭針、 燕尾夾、熱熔膠、 辦公膠水、裝訂夾條、塑料封等 |
|
類型B:定期30年保管,需要移交檔案館 |
直角裝訂(T1) 縫紉機軋邊裝訂(T2) 三孔一線裝訂(T3) |
不銹鋼訂書釘裝訂(T4) 漿糊裝訂(T6) |
不銹鋼夾裝訂(T5) 封套裝訂(T7) |
|
|
類型C:定期30年保管,不需要移交檔案館 |
直角裝訂(T1) 縫紉機軋邊裝訂(T2) 三孔一線裝訂(T3) 不銹鋼訂書釘裝訂(T4) 漿糊裝訂(T6) |
不銹鋼夾裝訂(T5) 封套裝訂(T7) |
|
|
|
類型D:定期10年保管 |
直角裝訂(T1) 縫紉機軋邊裝訂(T2) 三孔一線裝訂(T3) 不銹鋼訂書釘裝訂(T4) 不銹鋼夾裝訂(T5) 漿糊裝訂(T6) 封套裝訂(T7) |
|
|
|
|
類型E:需永久或定期保管,需要臨時固定 |
不銹鋼夾裝訂(T5) 封套裝訂(T7) |
|
|
附錄B
(資料性附錄)
紙質歸檔文件裝訂方式
紙質歸檔文件裝訂方式如圖B.1~圖B.8所示。
轉自:國家檔案局